Beim Drucken von ABS Filament Warping vermeiden – Warum verzieht sich mein ABS Druck?
ABS-Filament schrumpft um bis zu mehrere Prozent, wenn es auf Umgebungstemperatur abgekühlt wird. Ungleichmäßiges Erhitzen und Abkühlen zwischen Schichten sind die Hauptursachen für Verformungen, bei denen kühlere Schichten an heißeren Schichten ziehen und diese verbiegen.
3D Drucker: ABS im Gehäuse drucken – Warping mag keine konstanten Umgebungstemperaturen!
ABS ist extrem anfällig für Verzug. Selbst ein kleiner Windzug könnte das Filament an einer Stelle plötzlich schneller abkühlen lassen als an anderen und ein Verziehen des gedruckten Modells hervorrufen. Um diese Warping Effekte abzumildern, sollte in einem Drucker-Gehäuse (geschlossener Bauraum) gedruckt werden.
3D Drucker: Warping bei ABS dank beheizter Druckplatte vermeiden
Verwende ein beheiztes Druckbett (Hotbed), um ein starkes Abkühlen der ersten Filament-Schichten zu vermeiden. Die Druckbetttemperatur sollte beim Druck von ABS-Filament bei 100 – 105 °C liegen.
3D Drucker: Nivelliertes Druckbett reduziert Warping beim Drucken mit ABS Filament
Die richtige Nozzle-Höhe, die korrekte Nullposition der Z-Achse, hilft Warping zu reduzieren. Ist der Abstand der Druckdüse zur Druckplatte zu groß, haftet das Filament nicht richtig auf der Druckplatte. Ist der Abstand zu gering, fließt das Filament möglicherweise nicht in ausreichender Menge heraus, weil das zähflüssige Filament in der Druckdüse verbleibt und nicht heraus kann.
Cura: Mit der richtigen Extrusion Warping beim ABS-Druck vermeiden
Befördert der Extruder des FDM/FFF 3D-Drucker zu viel Filament in das Hotend, spricht man von einer Überextrusion. Eine Überextrusion ruiniert das Druckbild. Bei einer Unterextrusion befördert der Extruder zu wenig Filament in das Hotend. Die Folge sind Löcher im 3D-Druck und eine verminderte Filament/ Druckbett Haftung. Wenn sich das gedruckte Druckobjekt aus ABS-Filament unter Spannung befindet – weil die einzelnen Schichten unterschiedlich warm sind – löst sich das Druckobjekt von der Druckplatte und der Warping-Effekt wird sichtbar.
Die Extrusion wird in Cura mit dem sogenannten „Fluss“ (Flow) prozentual angegeben und eingestellt. Nutzer von Klipper oder dem Creality Sonic Pad können den Fluß direkt zur Laufzeit des 3D Druckes beliebig verringern oder vergrößern.
Cura: Passe die erste Schicht (Layer) an, um Warping bei ABS zu vermeiden
Die erste Schicht des 3D-Drucks ist entscheidend für die Haftung des Betts und die Qualität der unteren Schicht. Insbesondere Linienbreite, Fließgeschwindigkeit und Schichtdicke der ersten Schicht sind entscheidend für eine erfolgreiche Druckbetthaftung und eine gute Oberflächenqualität.
Schichtdicke erhöhen gegen ABS-Warping

Eine höhere Dicke der ersten Schicht erhöht die Druckbetthaftung. Je länger das Filament flüssig bleibt, desto stärker entwickelt sich die Haftung auf dem Untergrund.
Die Schichtdicke der ersten Schicht beträgt im Regelfall 100 % der normalen Schichtdicke. Um die Druckbett Haftung zu verbessern, kann die Schichtdicke des 1. Layer auf über 120 % der normalen Schichtdicke erhöht werden. Eine dickere erste Schicht kann außerdem die Auswirkungen eines weniger perfekt nivelliertes Druckbett kompensieren.
Linienbreite bis 140 % vergrößern, um Warping bei ABS entgegenzuwirken
Je größer die Linienbreite, desto mehr Filament wird von der Düse auf das Druckbett gedrückt. Die größere Menge flüssigem Filaments benötigt länger zum Erstarren, weshalb es mehr Zeit hat, eine stärkere Verbindung mit der Oberfläche des Druckbetts herzustellen.
Mehr Fluss in der 1. Schicht gegen Warping bei ABS
Eine Erhöhung der Flussrate (Flow) der ersten Schicht kann zu einer Überextrusion führen, was die Druckbetthaftung erhöht.
Langsamere Druckgeschwindigkeit der 1. Schicht gegen Warping bei ABS-Filament
Wird die Druckgeschwindigkeit der ersten Schicht verlangsamt, hat das Filament mehr Zeit sich mit dem Druckbett zu verbinden, woraus eine bessere Druckbett Haftung resultiert. Drucke die erste Schicht mit 10 bis 30 mm/s.
Drucktemperatur der 1. Schicht erhöhen – Warping bei ABS verhindern
Eine höhere Drucktemperatur hat zur Folge, dass das Filament länger flüssig bleibt und eine stärkere Haftung zur Druckplatte aufbauen kann. Eine um 10–15 °C erhöhte Drucktemperatur könnte helfen. Aber die Drucktemperatur bitte nicht zu hoch einstellen, da es sonst zu dem sogenannten Elefantenfuß kommen kann.
- ABS: Erste Schicht 235-245°C
Druckbett Temperatur der ersten Schicht erhöhen – Warping bei ABS verhindern
Auf einer zu kalten Druckplatte erstarrt das Filament zu schnell und kann keine perfekte Haftung mit ihm herstellen.
- ABS: 100-105°C beheiztes Druckbett
Cura: Mit einem Rand (Brim) Warping bei ABS kompensieren, verhindern.
Eine konstante Temperatur verhindert ein Verziehen und eine gute Druckbetthaftung verhindert ein Ablösen vom Druckbett.
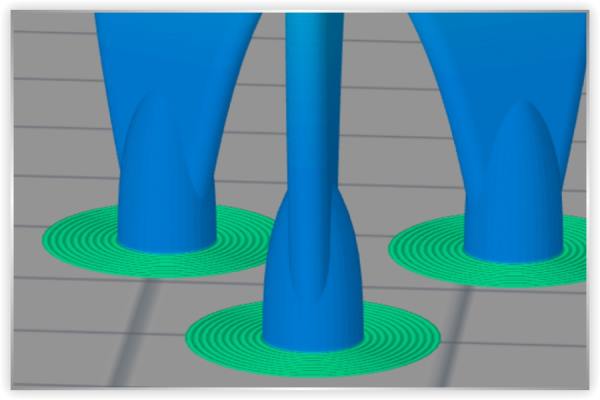
Erhöhe die Druckbetthaftung mit einem um das 3D-Objekt gedruckten Rand, dem sogenannten Brim.
Der Brim (Rand) ist eine vom Cura Slicer hinzugefügte Hilfskonstruktion, die das gedruckte Objekt dank der vergrößerten Fläche besser auf dem Druckbett festhält.
Cura: Warping von ABS-Drucke durch langsameres drucken vermeiden
Wenn ein 3D Druck zu schnell und ungleichmäßig ausgekühlt, können sich Teile des Druckes vom Druckbett lösen, nach oben wölben und den sogenannten Warping-Fehler hervorrufen. Drucke langsamer, damit das extrudierte Filament länger eine konstante Temperatur innehat. Dies erhöht ebenfalls die Filamenthaftung der ersten Schicht auf der erwärmten Druckplatte.
Letzte Änderung am 11. Mai 2024