Inhaltsverzeichnis
Warping im 3D Druck
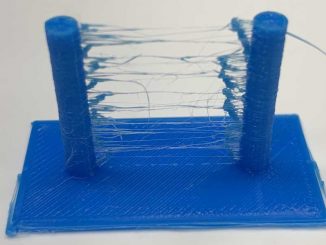
Beim „Warping Effekt“ wölben sich die zuerst gedruckten Schichten, weshalb das unter Spannung stehende Druckobjekt sich von der Druckplatte löst.
Was ist Warping im 3D Druck?
„Warping“ ist ein häufiges Problem beim 3D-Druck, das auftritt, wenn sich das Druckobjekt verzieht und seine ursprüngliche Form verliert. Dieses Phänomen ist besonders bei den ersten Schichten eines 3D-Drucks erkennbar und kann die gesamte Strukturintegrität und Ästhetik des fertigen Produkts beeinträchtigen.
Wie entsteht Warping?
Gründe und Ursachen für Warping gibt es verschiedene.
Materialkontraktion
Während des Abkühlprozesses ziehen sich die Materialien zusammen. Diese Kontraktion führt dazu, dass sich die Ränder des gedruckten Objekts vom Druckbett abheben. Thermoplastische Materialien, die häufig im 3D-Druck verwendet werden, neigen dazu, sich beim Abkühlen zu verziehen, was das Warping verursacht.
Temperaturunterschiede
Ineffektive Temperaturkontrolle kann ebenfalls zu Warping führen. Wenn verschiedene Teile des Objekts bei unterschiedlichen Geschwindigkeiten abkühlen, entstehen interne Spannungen, die das Material verziehen. Dies ist oft der Fall, wenn der Druckraum nicht gleichmäßig beheizt wird oder wenn das Objekt schnellen Temperaturänderungen ausgesetzt ist.
Haftungsprobleme
Wenn die erste Schicht des Drucks nicht ordnungsgemäß am Druckbett haftet, kann es zu Warping kommen. Eine schlechte Haftung kann durch eine nicht optimale Bettoberfläche, falsche Druckbetttemperatur oder eine unzureichende Erstschichtkalibrierung verursacht werden.
——————
Warping (Verzug) ist ein häufiges Problem beim 3D-Druck. Wenn die erste Schicht des erhitzten Filaments zu schnell abkühlt und dabei schrumpft, biegen, wölben sich die Außenstellen des Druckobjektes an den Eckpunkten nach oben. Dies kann dazu führen, dass sich die Kanten des 3D-Drucks aufrollen.
Warping im 3D Druck vermeiden, verhindern
Gegen Warping gibt es verschiedene Empfehlungen, Hilfen und Lösungen.
Temperaturschwankungen vermeiden
Verwenden Sie ein beheiztes Druckbett, um ein starkes Abkühlen der ersten Filamentschichten zu vermeiden und reduzieren oder deaktivieren sie den Lüfter während des Drucks der ersten Schichten.
Geschlossener Bauraum für stabile Lufttemperatur
Ein geschlossener Bauraum hält die Temperatur konstant und relativ gleichmäßig, was gegen Warping hilft. Einige Filamente, darunter Nylon, sind ohne geschlossenen Bauraum kaum bis sehr schwer sauber zu drucken.
Haftung mit Klebstoff erhöhen
Die Druckbetthaftung lässt sich mit speziellen Klebestiften (z.B. 3DLac) erhöhen. Tragen eine dünne Schicht Klebstoff die Druckplatte auf.
Neben teuren Klebestiften für den 3D Druck bietet sich auch Haarspray als Hafthilfe an. Damit wird ausreichend Haftung für die meisten Filamentarten und Drucke aufgebaut. Alternativ kaufst Du ein spezielles Druckbettspray wie 3DLac, um bei Deinem FDM-Drucker Warping zu verhindern.
Haftung durch zusätzlichen Rand am Druckobjekt erhöhen
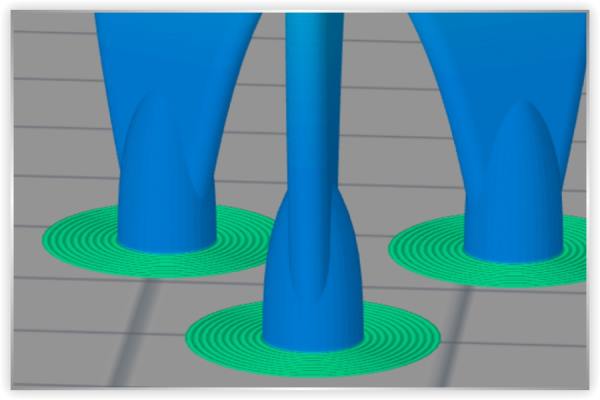
Wenn eine beheizte Druckplatte und Klebstoff nicht ausreicht um ein Verbiegen des Druckes zu verhindern, kann mit einem zusätzlichen Rand am Boden des 3D-Objekt die haftende Fläche erhöhen.
Drei verschiedene Ränder sind gebräuchlich – Der sogenannte Brim, Skirt oder Raft.
Der Brim (auf Deutsch Rand) ist eine vom Slicer hinzugefügte Hilfskonstruktion, die den Druckgegenstand aufgrund der vergrößerten Fläche besser auf dem Bett halten soll.
Langsamer drucken
Wenn ein 3D Druck zu schnell und ungleichmäßig ausgekühlt, können sich Teile des Drucks vom nach oben wölben, vom Druckbett ablösen und so den Warping Fehler hervorrufen. Um Warping zu reduzieren, verringern sie im Slicer (Cura) oder der Firmware (Klipper, Marlin) die Druckgeschwindigkeit. Das ist eine Möglichkeit von vielen, um Warping entgegen zu wirken.
Druckbett Nivellierung
Um Warping zu vermeiden, muss auch das Druckbett richtig nivelliert (eben ausgerichtet werden) werden. Ein konstanter Anstand der Druckdüse zur Druckplatte verbessert eine durchgehende Haftung des Druckobjektes auf der Druckplatte und es kommt eher zu Ablösungen des unter Spannung stehenden Druckobjektes.
Tipps gegen Warping bei verschiedenen Filmenten
Jedes Filament verformt sich während des Drucks bei Temperaturschwankungen. Allerdings ist zum Glück nicht jedes 3D-Filament gleich sensibel.
Warping bei ABS reduzieren
Für ABS-Druck wird ein geschlossener Bauraum und eine beheizte Druckplatte empfohlen.
Warping bei PETG vermeiden
PETG ist auch ein kleines Sensibelchen. Ein warmes Heizbett in einem kuscheligen, geschlossenen Bauraum ist gern gesehen. Und nur nicht so schnell beim Drucken, es darf ruhig etwas langsamer gehen. Nicht abgelehnt wird etwas Haftmittel (Kleber) für die Druckplatte.
Warping beim Druck mit PLA Filament verhindern
Das Drucken mit PLA erfordert weder eine beheizte Druckplatte noch einen geschlossenen Baumraum. Bei PLA Filament genügt eine langsamere Druckgeschwindigkeit der ersten Schichten und ein deaktivierter Lüfter während der ersten Bahnen.
Neigt jedes Filament zu Warping, Verwölbungen?
Ja, mehr oder weniger. Alle Kunststoffe dehnen sich bei Temperaturschwankungen aus und ziehen sich zusammen. Dabei ist der Warping-Effekt bei PLA-Filament weniger ausgeprägt als z.B. bei ABS- oder HIPS-Filament.
Letzte Änderung am 11. Mai 2024