Was ist Überextrusion, wie vermeide ich sie?
Wie entsteht Überextrusion?
Von Überextrusion spricht man, wenn der Drucker mehr Material als nötig liefert. Der Extruder eines FDM/FFF 3D-Druckers schiebt Filament in das Hotend und die Nozzle (Druckdüse) verbringt es portionsweise auf die Druckplatte.
Ich vergleiche den Vorgang mit einer Heißklebepistole. Drückst du zu toll auf den Klebestick, wird zu viel Schmelzstoff ausgegeben. Bei einem 3D-Drucker wird dieser Vorgang Über-Extrusion genannt. Es wird einfach zu viel Material durch die Düse in Richtung Druckplatte gedrückt.
Bewegt sich dabei der Druckkopf schnell, ist das weniger ein Problem – eine hohe Extrusion (Fluss, Flow) ist gar erwünscht, damit keine Unter-Extrusion auftritt. Der Filament-Fluss, der aus der Druckdüse kommt, muss mit der Druckgeschwindigkeit in Einklang gebracht werden.
Die beim FDM-3D-Druck verwendeten Filamente sind aus Thermokunststoff, der bei gewissen Temperaturen seine Eigenschaften ändert. Beim Erhitzen dehnen Kunststoffe sich aus, werden dünnflüssiger. Beim Abkühlen verändern sie auch ihre Viskosität. Ob zu viel extrudiert wird, hängt ergo auch von der Temperatur im Hotend ab. Der Fluss erhöht sich mit steigender Temperatur des Filament. Wir müssen jetzt den im Slicer eingestellten (gewünschten) Fluss mit der Druckgeschwindigkeit und der Drucktemperatur abgleichen.
Wie, woran erkenne ich Überextrusion?
Eine Überextrusion erzeugt Schichten mit ungleichmäßiger Dicke aufgrund überschüssigem Filaments. Wenn zudem die Glätten-Funktion von Cura genutzt wird, quillt das Filament seitlich heraus, da die Druckdüse beim Glätten die überschüssige Filamentmenge an den Rand schieb, wegbügelt.
Um eine Überextrusion deutlich zu erkennen, einzuordnen, sind oft mehrere gedruckte Schichte (Layer) nötig.
Durchflussrate in Cura (Fluss, Flow) verändern – wichtig gegen Überextrusion!

Bei den meisten Slicern ist der Fluss standardmäßig auf 100 % eingestellt. Dieser Wert kann und muss – abhängig vom Filament, der Temperatur und Druckgeschwindigkeit – verändert werden.
Bei Drucken mit PLA wird ein Fluss von 95 % empfohlen. Um die Auswirkung dieser Einstellung zu testen, veränderst du den Fluss in Schritten von jeweils 2.5 %
Hilfe bei Überextrusion: Drucktemperatur senken
Liegt die Drucktemperatur innerhalb des empfohlenen Temperaturbereichs, ist eine Reduzierung, Verringerung in 5 °C Schritten empfehlenswert.
Achtung: Ist die Drucktemperatur zu niedrig eingestellt, kann die Haftung des Druckobjektes auf dem Druckbett darunter leiden.
Geschwindigkeiten erhöhen, um Überextrusion zu vermeiden
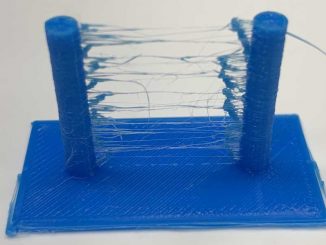
Beim 3D-Druck gehören Leerfahrten – in denen sich der Druckkopf bewegt, aber keine Extrusion erzeugt – zum Druckprozess. Leerläufe können zu Problemen mit Fadenbildung führen, wenn das in der Düse verbleibende geschmolzene Filament aus ihr heraus quillt. Wird die Fahrgeschwindigkeit erhöht, tropft weniger Filament auf eine Stelle des Druckobjektes.
Achtung: Zu schnelle Bewegungen können Vibrationen erzeugen und die Qualität des Druckes verschlechtern oder andere Probleme verursachen. Zu nennen ist das sog. Layer Shifting bei zu schnellen Bewegungen des Druckkopfes.
Eine Erhöhung der Druckgeschwindigkeit kann auch einer Überextrusion entgegenwirken. Ist sie jedoch zu hoch gewählt, verschlechtert dies ebenfalls die Druckqualität.

Eingabefehler und Überextrusion: Filamentdurchmesser und Düsengröße:
Oft wird ein vorhandenes Profil, existierende Geräteeinstellungen von einem anderen Drucker übernommen und nur angepasst. Wenn Du einen neuen Drucker in Cura anlegst, solltest Du bei den Einstellungen die voreingestellten Daten kontrollieren und ggf. korrigieren. Manchmal ist ein Filamentdurchmesser im Feld „Kompatibler Materialdurchmesser“ eingestellt, der nicht zutrifft. Dieser Fehler kommt häufiger vor, als man denkt und ruft die bekannten Probleme mit der Über- oder Unterextrusion hervor.
Verschlissene, abgenutzte Druckdüsen
Druckdüsen verschleißen, hauptsächlich beim Druck mit abrasiven Filamenten wie Carbon-Filament. Die Druckdüsen werden bei der Abnutzung vergrößert und ein höherer Fluss, eine stärkere Extrusion ist die zwangsläufige Folge.
Zum Schluss …
Bevor in Tutorials, Anleitungen, Foren nach Lösungen zu Problemen gesucht wird, sollten auftretende erkannte Fehler untersucht werden, um Rückschlüsse auf Fehlerquellen zu finden. Oft wird nur eine Kleinigkeit übersehen oder versehentlich etwas verstellt, gelöscht. Überextrusion ist keine Sache, die große Bauchschmerzen bereiten sollte, den die Menge des extrudierten Materials (Fluss, Flow) kann am Slicer selbst verändert werden. Was die „richtigen“ Werte für Dich sind, musst du selbst – anhand des hier gelesenen Wissens – herausfinden. Wenn du langsam druckst, um eine bestmögliche Druckqualität zu erzielen, musst du eventuell eher den Fluß reduzieren, als wenn im Draft-Modus zügig gedruckt werden woll. .
Letzte Änderung am 11. Mai 2024